Као што сви знате, конектори се састоје од пластичних кућишта и терминала.Какав је процес прављења пластичних кућишта, терминала, а затим њихово склапање у конекторе?Овај чланак ће представити процес производње конектора.

1, штанцање
Процес производње електронских конектора обично почиње са иглама за штанцање.Електронски конектори (пинови) се штампају од танких металних трака великим, брзим пресама.Један крај велике ролне металне траке се убацује у предњи крај машине за бушење, а други крај се намотава у точак са ваљкастим ременом кроз хидраулички сто машине за бушење, а точак ваљкастог ремена извлачи метални ремен и разваљује готов производ.
2, галванизација
Пин конектора треба послати у одељак за галванизацију након штанцања.У овој фази, електронска контактна површина конектора је пресвучена разним металним премазима.
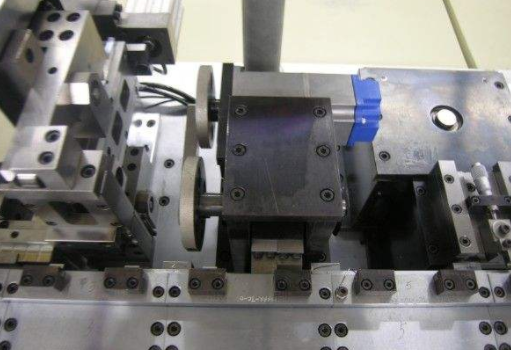
 3, ињекција
3, ињекција
Пластични држач кутије за електронски конектор се прави у фази бризгања.Уобичајени процес укључује убризгавање растопљене пластике у металне мембране, које се затим брзо хладе да би се формирале.Такозвано „цурење“ настаје када растопљена пластика не испуни у потпуности мембране.Ово је типичан недостатак који треба тестирати током бризгања.Остали недостаци укључују пуњење или делимичну блокаду дизалице (која се мора одржавати чистим и деблокираном да би се игла правилно убацила током коначног склапања).Систем машинског вида који се користи за проверу квалитета након бризгања је релативно једноставан јер позадинско осветљење може лако да идентификује цурење седишта кутије и чепове.
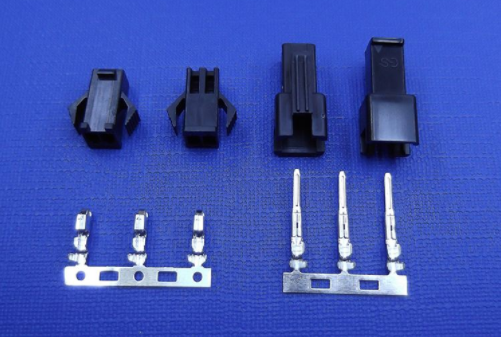
4, скупштина
Завршна фаза производње електронског конектора је готова монтажа.Постоје два начина за повезивање и прикључење галванизованих пинова са седиштем кутије за убризгавање: појединачни утикач или комбиновани утикач.Одвојено уметање се односи на свако уметање игле;Комбинација већег броја игала у исто време са седиштем кутије.Без обзира на метод уметања, произвођач захтева да се сви клинови у фази монтаже тестирају на цурење и исправно позиционирање;Друга врста рутинског инспекцијског задатка односи се на мерење размака на површини спојнице конектора.
 Горе наведено је процес производње конектора, иако постоје стотине хиљада модела конектора толико, али производња конектора је отприлике такав корак.
Горе наведено је процес производње конектора, иако постоје стотине хиљада модела конектора толико, али производња конектора је отприлике такав корак.
Време поста: Феб-12-2022